관리도
품질경영

프로세스 품질관리란?
- 시간에 따른 추이를 통해 사전에 불량을 방지하는 것
목표: 제조변동의 감소
제조 변동의 원인
- 우연 변동
- 일상적 변동
- 작업환경 변화(지진같은 재해나 미세한 바람의 차이 등)
- 작업자간 숙련도 차이
- 설비 간의 기능 차이
- 원자재간의 미세한 차이
피할 수 없는 변동.
- 이상 변동(assignable variable): 품질에 확연한 차이를 가져오며,
제거 가능한 원인피할 수 있는 변동
관리상태: 분포가 지정된 한계 내로 유지되는 것.- 관리상태에서의 우연 변동은 허용 된다.
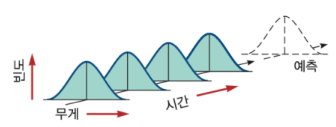
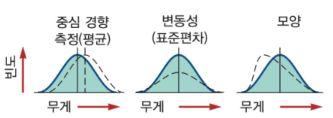
- 우연적 원인만 있는 경우, 변동은 안정적이고 예측 가능한 분포를 형성
- 이상변동이 있는 경우
중심 경향,표준편차,모양에 따라 달라지는예상 불가능한 분포를 생성
관리도
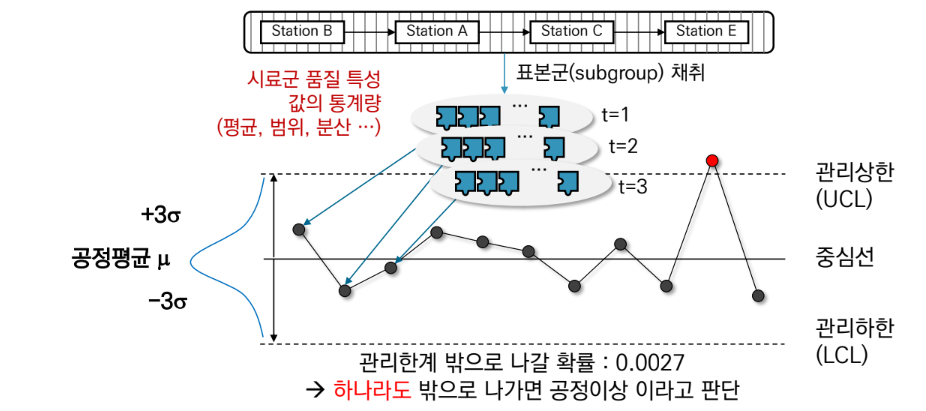
- 이상원인에 의한 품질변동의 발생 여부를 조사하기 위해 개발된 도구
관리한계를 벗어날 확률: 0.0027,하나라도 밖으로 나가면 공정 이상- 규격 상하한 != 관리 상하한
- 불량을 탐지하는 것이 아니라, 공정이 안정상태에 있는지 없는지를 선행적으로 판단하여 불량 발생을 예방하는 것
P(불량 | only 우연 변동) < P(불량 | 우연 변동 + 이상 변동)- 관리한계를 벗어났을 때 다시 중심으로 되돌려 줘야함. 즉 예방 필요
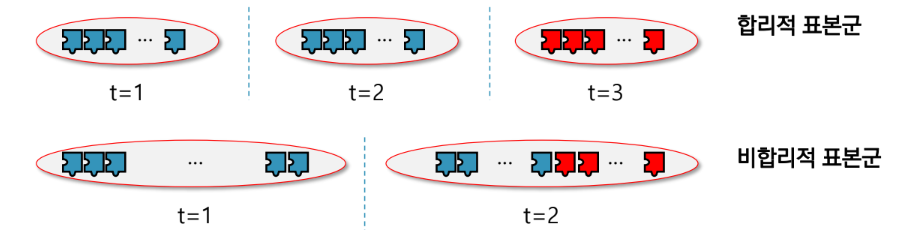
합리적 표본군
- n: 표본의 갯수, k: 단위 시간 당 표본 추출 횟수
- 같은 표본군 안에는 우연변동만 존재(균일한 표본군)이 합리적임.
표본의 크기가 커질수록,추출 빈도가 높을 수록관리 규격이 좁아지며 작은 변동에 더민감해짐비용과 trade-off- 또한 표본의 크기가 커질수록 균일하지 않은 표본군이 생성될 확률이 높아짐(그림 참조)
- 적당히 작은 표본을 여러번 뽑는게 좋다.
패턴 이상
- 공정이 관리상태에 있다:
- 관리도의 점들이 관리한계선을 벗어나지 않는다.
- 관리도의 점들에 특정한 패턴이 나타나지 않는다.
- 관리 한계를 벗어날 징조
- 한계선 가까이 여러 개가 나타난다.
- 경향성이 나타난다.
- 변동의 크기를 줄일 수 있는 단서
- 런의 길이가 너무 길거나 짧다.
- 긴 길이: 평균 이동 가능성
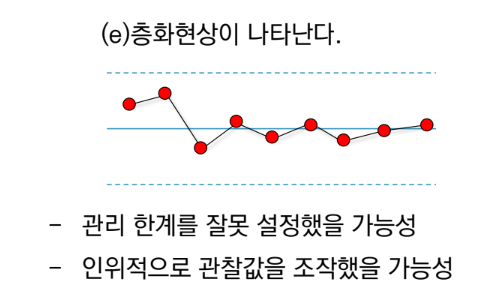
- 짧은 길이: 표본군 간 변동 요인 존재(층화 현상)
- 주기성이 나타난다: 주기적 변동 요인(환경 변화, 작업자 능률 변화 가능성)
- 층화현상이 나타난다. -> 관리한계선이 잘못 설정되었다.
- 런의 길이가 너무 길거나 짧다.
- 관리 한계를 벗어날 징조


관리도의 종류
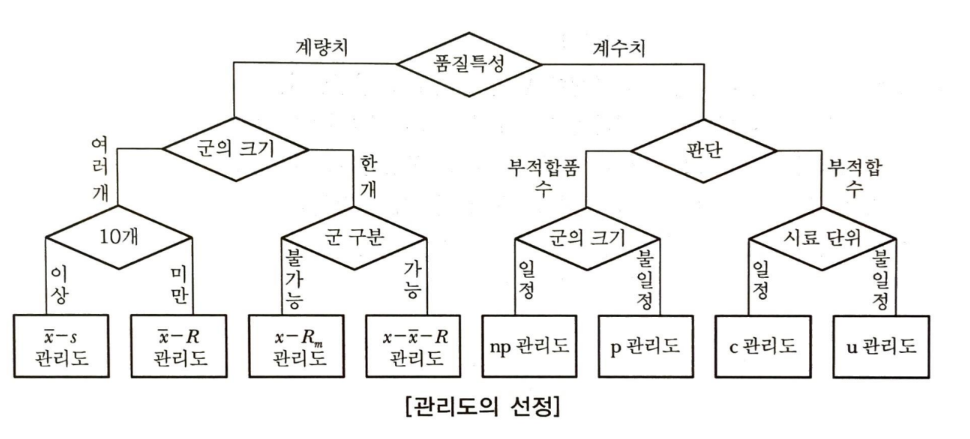
- \(R_m\)은 시계열 moving average
- 부적합품 수: 불량품이 얼마나 있는지
- 부적합 수: 하나의 제품(크기가 일정한)에서 몇개의 결함이 있는지
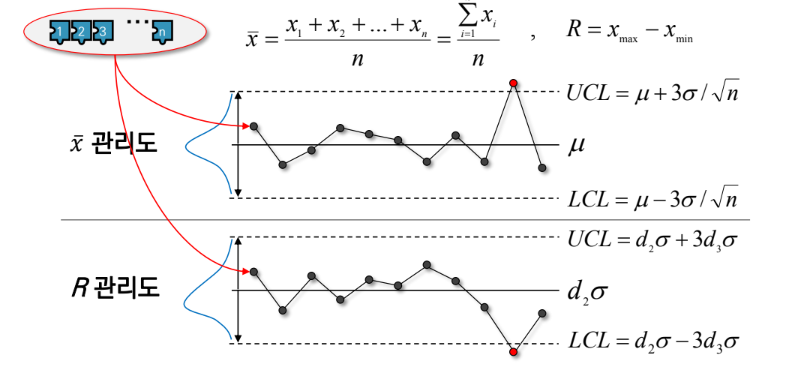
변량(계량형) 관리도(연속형)
- \(\bar{X} - R\) 관리도
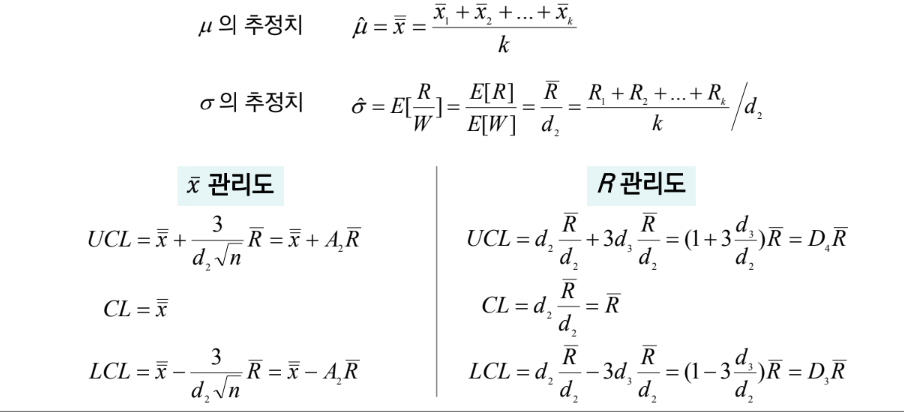
- 정규성 가정 시 관리도용 계수표 사용 가능
- OC 곡선: 추정치 이동에 따른 β 값의 변화. n과 변화를 알면 B값을 바로 구할 수 있다.
- \(θ ≠ θ_0\)일 때, \(θ_0\)와 가까울 수록 헷갈리고, 멀 수록 명확하다.
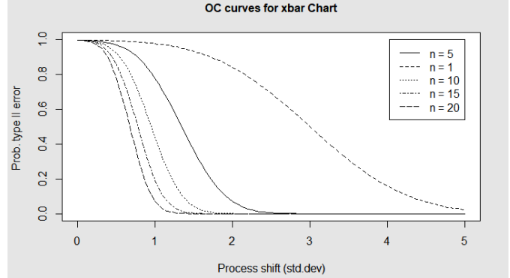
- B 계산 시 분산은 \(H_0\)를 기준으로 계산.
- \(x - R_m\) 관리도
- 일반적으로 평균의
변화를 탐지하는데는 \(\bar{x}\) 관리도가 효율적 - 하지만 x 관리도는 매 관측값을 감시하므로 변화 발생시
빠른 조치 가능- 둘의 장점을 섞은 \(\bar{x} - x - R\) 관리도 사용 가능
속성(계수형) 관리도(이산형)
- 연속적인 양으로 측정 가능한(계량형) 품질 특성을 계수형으로 관리하는 것은 부적합 -> 정보의 손실
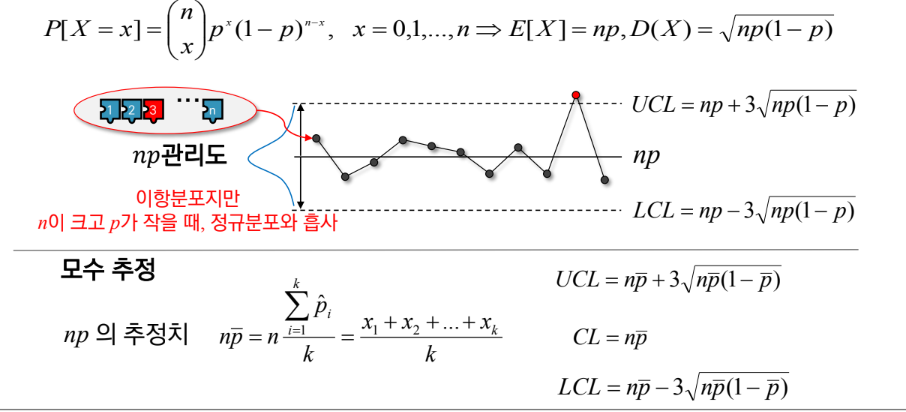
- np 관리도
- 불량개수 관리도
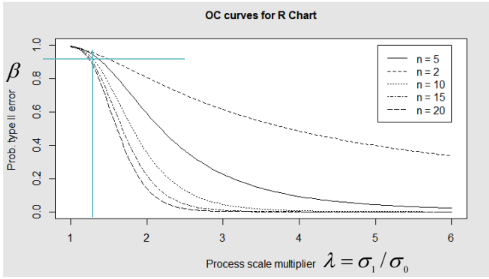
OC 곡선
분산은 \(P_0\) 기준. LCL은 -무한으로 설정
군내변동 군간변동
- 공정이 안정상태에 있다면 군간변동 = 0, 제조변동 = 군내 변동 이여야 한다.
- 제조 변동과 군내 변동의 차이가 크면 공정이 불안정상태에 있다고 추정할 수 있음. 하지만 추정값이기 때문에 어느정도 차이는 존재할 수 있다.